
Литье по выплавляемым моделям
Что такое инвестиционное литье
Литье, также известная как литье по выплавляемым моделям, включает в себя такие процессы, как прессование воска, ремонт воска, сборка деревьев, окунание шлама, плавление воска, литье расплавленного металла и последующая обработка. Литье по выплавляемым моделям - это использование воска для изготовления восковой формы для отливаемой детали, а затем покрытие восковой формы грязью, которая представляет собой грязевую форму. После высыхания глиняной формы опустите ее в горячую воду, чтобы внутренняя восковая форма расплавилась. Выньте глиняную форму из расплавленной восковой формы и обожгите ее в глиняной форме. Когда-то жареный. Как правило, при изготовлении формы для бурового раствора оставляют заливное отверстие, а затем из него выливают расплавленный металл. После остывания изготавливаются необходимые детали.
При использовании воска в качестве модели литье по выплавляемым моделям также называют «литьем по выплавляемым моделям». Материал превращается в узор, и поверхность шаблона покрывается несколькими слоями огнеупорного материала, чтобы сделать оболочку формы, а затем узор плавится и выгружается из оболочки формы, чтобы получить форму без разделяющей поверхности. После высокотемпературной обжарки его можно засыпать песком и залить. Поскольку модели широко изготавливаются из восковых материалов, литье по выплавляемым моделям часто называют «литьем по выплавляемым моделям».
Материалы, используемые при отливке по выплавляемым моделям - Типы отливок по выплавляемым моделям
- Углеродистая сталь
- Легированная сталь
- Термостойкий сплав
- Нержавеющая сталь
- Прецизионный сплав
- Сплав с постоянным магнитом
- Подшипниковый сплав
- Медный сплав
- Алюминиевый
- Титановый сплав
- Чугун с шаровидным графитом и др.
Форма отливок по выплавляемым моделям обычно более сложная. Минимальный диаметр отверстий, которые можно заливать в отливки, может достигать 0.5 мм, а минимальная толщина стенок отливок составляет 0.3 мм. В процессе производства некоторые детали, изначально состоявшие из нескольких частей, можно комбинировать. Изменяя структуру деталей, они могут быть спроектированы как неотъемлемые части и непосредственно отлиты методом литья по выплавляемым моделям, чтобы сэкономить трудозатраты на обработку и расход металлических материалов, а также сделать структуру детали более разумной.
Вес отливок по выплавляемым моделям обычно составляет от нуля до нескольких десятков голов крупного рогатого скота (от нескольких граммов до десяти килограммов, обычно не более 25 кг), и получить слишком тяжелые отливки с помощью литья по выплавляемым моделям гораздо сложнее.
Процесс литья по выплавляемым моделям сложнее и труднее контролировать, а используемые и потребляемые материалы более дорогие. Следовательно, он подходит для производства небольших деталей сложной формы, требующих высокой точности или других трудностей обработки, таких как лопатки газотурбинных двигателей.
Minghe Casting является сертифицированным по стандарту ISO9001: 2015 китайским производителем стандартных и сложных прототипов прецизионного литья по выплавляемым моделям. Модели или выкройки из воска и смолы можно создать всего за несколько часов из файлов САПР или математических данных. Прототипы из металлического литья могут быть изготовлены всего за 2–4 недели, а готовые литые и обработанные детали могут быть разработаны всего за 3-5 недель. Обслуживаемые отрасли включают аэрокосмическую, автомобильную, оборонную, морскую, медицинскую, ядерную, нефтегазовую, а также инструмент и штамп.

Преимущества процесса литья по выплавляемым моделям
Функции литья по выплавляемым моделям можно резюмировать следующим образом:
- - Может производить большие детали
- - Может образовывать сложные формы
- - Высокопрочные детали
- - Высокая производительность
- - Точность размеров отливок по выплавляемым моделям относительно высока, как правило, до CT4-6 (литье в песчаные формы CT10 ~ 13, литье под давлением CT5 ~ 7)
- - Литье жидкого стекла, низкая температура литье по выплавляемым моделям производительностью от 0.5 кг до 100 кг. Обычно используемые материалы - углеродистая сталь, легированная сталь и нержавеющая сталь, износостойкие материалы и т. Д.
- - Чистота поверхности отливок по выплавляемым моделям выше, чем у обычных отливок, обычно до Ra 1.6 ~ 3.2 мкм.
- - Использование метода литья по выплавляемым моделям может значительно сэкономить станочное оборудование и трудозатраты на обработку, а также значительно сэкономить металлическое сырье.
- - Литье по выплавляемым моделям позволяет отливать сложные отливки из различных сплавов, особенно отливки из жаропрочных сплавов. Например, лопасть реактивного двигателя, ее обтекаемый профиль и охлаждающая полость вряд ли могут быть сформированы с помощью механической обработки. Производство методом литья по выплавляемым моделям позволяет не только добиться массового производства, гарантировать однородность отливок, но также избежать концентрации напряжений в виде остаточных следов от ножей после обработки.

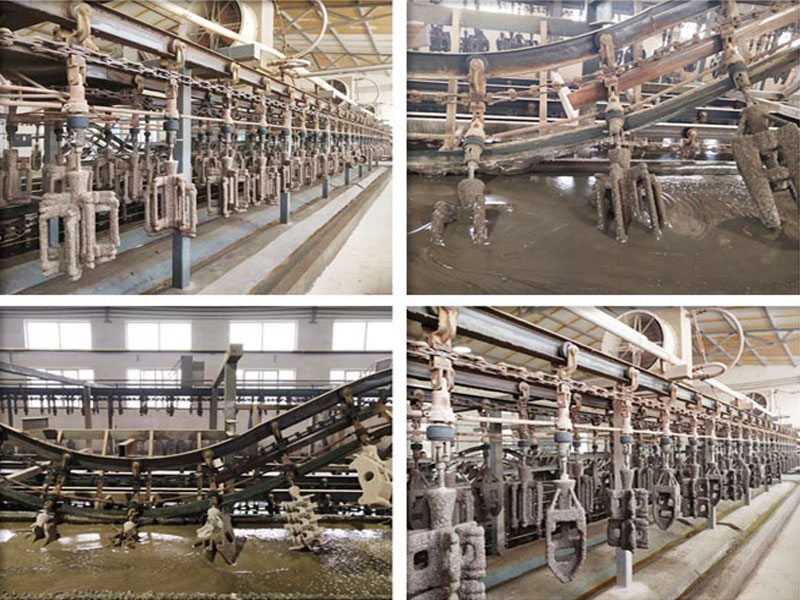
Процесс производства оборудования Minghe для литья по выплавляемым моделям
Литье по выплавляемым моделям (литье по выплавляемым моделям) - это процесс использования воска для изготовления формы для отливаемых деталей, а затем восковая форма покрывается грязью, которая называется глиняной формой. После того, как глиняная форма высохнет, нагрейте и расплавьте внутреннюю восковую форму. После расплавления восковой формы выньте глиняную форму и запеките ее в керамической форме. Как правило, при изготовлении формы для бурового раствора оставляют систему затворов, затем расплавленный металл можно заливать в форму. Охладите его до тех пор, пока деталь не затвердеет, необходимые детали будут изготовлены. Этапы процесса литья по выплавляемым моделям компании Minghe:

| Разработка и дизайн пресс-форм ▶ |

| Мастерская потерянного воска ▶ |

| Проверка потерянного воска ▶ |

| Дерево группы восковых фигур▶ |

| Кремнеземная соль Shell ▶ |
| Армирование водяного стекла▶ |

| Паровая депарафинизация ▶ |

| Обжарка-Заливка▶ |

| Удаление шлифовки ворот ▶ |

| Пустой положительный▶ |

| Полное прецизионное литье▶ |

| Упаковка и доставка▶ |
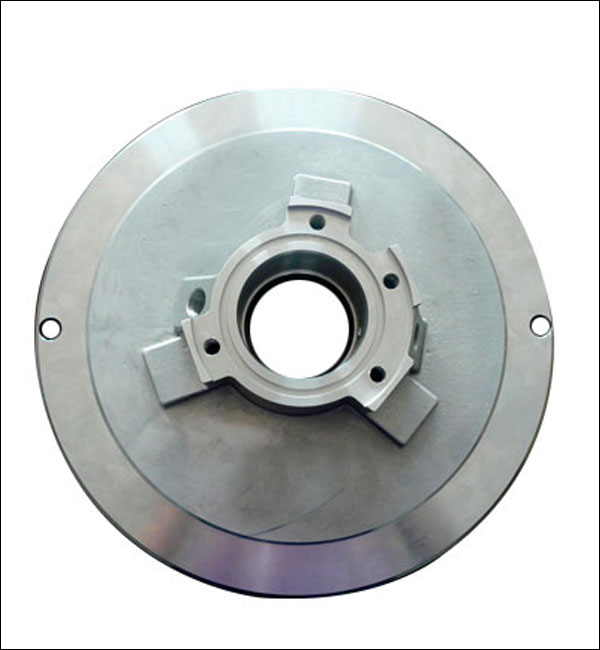
Примеры использования инвестиционного литья в компании Minghe
Услуги по изготовлению литья под давлением Minghe Casting доступны как для проектирования в соответствии с реальностью, так и для малых и больших объемов производства ваших деталей для литья под давлением, деталей для литья в песчаные формы,инвестиционное литье детали, металлические литые детали, литые детали из пенопласта и многое другое.











Перейти к дополнительным исследованиям случаев литья деталей >>>
Выберите лучшего поставщика литья под давлением
В настоящее время наши литые детали экспортируются в Америку, Канаду, Австралию, Великобританию, Германию, Францию, Южную Африку и многие другие страны по всему миру. Мы зарегистрированы по стандарту ISO9001-2015, а также сертифицированы SGS.
Наши услуги по изготовлению отливок по выплавляемым моделям предоставляют прочные и доступные отливки, соответствующие вашим требованиям для автомобильной, медицинской, аэрокосмической, электронной, пищевой, строительной, охранной, морской и других отраслей промышленности. Быстро отправьте запрос или отправьте свои чертежи, чтобы получить бесплатное предложение в кратчайшие сроки.Свяжитесь с нами или по электронной почте sales@hmminghe.com чтобы увидеть, как наши люди, оборудование и инструменты могут обеспечить лучшее качество по лучшей цене для вашего проекта литья по выплавляемым моделям.
Мы предоставляем кастинговые услуги, в том числе:
Услуги Minghe Casting: литье в песчаные формы, литье металлов, литье по выплавляемым моделям, литье по выплавляемым моделям и др.
Пескоструйная обработка
Пескоструйная обработка это традиционный процесс литья, при котором в качестве основного материала для изготовления форм используется песок. Литье под действием силы тяжести обычно используется для изготовления песчаных форм, а также литье под низким давлением, центробежное литье и другие процессы, если есть особые требования. Литье в песчаные формы имеет широкий диапазон приспособляемости: можно использовать мелкие детали, большие детали, простые детали, сложные детали, отдельные детали и большие количества.
Постоянное литье формы
Постоянное литье формы имеют долгий срок службы и высокую эффективность производства, имеют не только хорошую точность размеров и гладкую поверхность, но также обладают более высокой прочностью, чем отливки в песчаные формы, и с меньшей вероятностью будут повреждены при разливке того же расплавленного металла. Следовательно, при массовом производстве средних и малых отливок из цветных металлов, если температура плавления отливочного материала не слишком высока, обычно предпочтительнее металлическое литье.

Литье по выплавляемым моделям
Самое большое преимущество инвестиционное литье заключается в том, что, поскольку отливки по выплавляемым моделям обладают высокой точностью размеров и чистотой поверхности, они могут сократить объем работы по механической обработке, но оставить небольшой припуск на обработку деталей с более высокими требованиями. Видно, что использование метода литья по выплавляемым моделям может сэкономить много станочного оборудования и трудозатрат на обработку, а также значительно сэкономить металлическое сырье.
Литье по выплавляемым моделям
Литье по потере пены состоит в объединении моделей из парафина или пены, аналогичных размеру и форме отливки, в группы моделей. После нанесения кистью и высыхания огнеупорных покрытий они погружаются в сухой кварцевый песок для моделирования вибрации и заливаются под отрицательным давлением для газификации модели. , Жидкий металл занимает положение модели и образует новый метод литья после затвердевания и охлаждения.

Литье под давлением
Литье под давлением - это процесс литья металла, который характеризуется приложением высокого давления к расплавленному металлу с использованием полости формы. Формы обычно изготавливаются из более прочных сплавов, и этот процесс чем-то похож на литье под давлением. Большинство отливок под давлением не содержат железа, например, цинк, медь, алюминий, магний, свинец, олово, а также сплавы свинца и олова и их сплавы. Минхэ был лидером Китая услуги литья под давлением с 1995 года.
Центробежное литье
Центробежное литье представляет собой технологию и метод впрыска жидкого металла в высокоскоростную вращающуюся изложницу, так что жидкий металл совершает центробежное движение для заполнения формы и формирования отливки. За счет центробежного движения жидкий металл может хорошо заполнять кристаллизатор в радиальном направлении и образовывать свободную поверхность отливки; он влияет на процесс кристаллизации металла, тем самым улучшая механические и физические свойства отливки.

Литье под низким давлением
Литье под низким давлением означает, что форма обычно размещается над герметичным тиглем, и в тигель вводится сжатый воздух для создания низкого давления (0.06 ~ 0.15 МПа) на поверхности расплавленного металла, так что расплавленный металл поднимается из подъемной трубы в заполнить форму и контролировать метод литья в твердом состоянии. Этот метод литья отличается хорошей подачей и плотной структурой, простотой разливки больших тонкостенных сложных отливок, отсутствием стояков и степенью извлечения металла 95%. Нет загрязнения, легко реализовать автоматизацию.