
Сборка и тестирование
СБОРКА И ИСПЫТАНИЯ
Продвижение сборки Минхэ
Minghe Die Casting предлагает гибкие, экономичные решения под ключ с интегрированным производством узлов и готовыми сборками, готовыми к производству.
У нас в MINGHE CASTING есть возможности и опыт для выполнения многих видов сборки и испытаний. При сборке продукта гарантируется соблюдение высочайших стандартов качества, а также эффективное время оборачиваемости с использованием сборочных линий для больших партий.
От простой механической сборки и испытаний под давлением до электрической сборки и испытаний с помощью анализатора цепей. Это позволит вам приобрести готовый продукт, а не просто компонент.
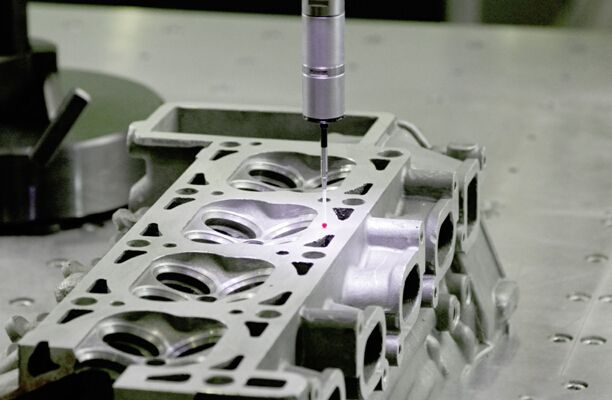
Электронное испытательное оборудование используется для создания стимулирующих сигналов и захвата откликов от электронных устройств. Правильная работа электронного устройства может быть подтверждена или неисправна в устройстве, которую можно отследить и отремонтировать. Использование электронного испытательного оборудования необходимо для любых работ с электронными системами.
 |
 |
 |
 |

Наши попытки и усилия для более удобной сборки
Независимо от того, нужна ли вам простая установка оборудования или сложная механическая сборка, Minghe Die Casting может обеспечить экономию времени и рентабельность услуг для вашего проекта. Мы управляем вашим полным проектом, начиная с прототипирования, литья под давлением, механической обработки, складирования и сборки. Мы также можем предоставить комплектующие для вашей производственной линии и ремонтные комплекты. От небольших механических узлов до сложных электромеханических корпусов - мы адаптируем монтажные решения к вашим конкретным потребностям.
1. Структура литья под давлением
С широким применением технологии обработки с ЧПУ сложность конструкции отливок под давлением продолжает расти. При обработке некоторых отливок под давлением позиционирование и зажим очень трудны, и они не подходят для множественного позиционирования и зажима. Технология одноразовой формовки общей обработки заключается в том, чтобы вращать и поворачивать рабочий стол в соответствии с углом на горизонтальном или вертикально-горизонтальном преобразовательном обрабатывающем центре станка для одновременной обработки всех поверхностей и отверстий детали, отлитой под давлением, и затем соблюдайте все геометрические допуски чертежа. Деталь, соединенная с технологической ручкой, многослойна и фрезерована для отделения технологической ручки от заготовки.
2. Принцип обработки
Воспользуйтесь всеми преимуществами многоугольной и всенаправленной обработки обрабатывающего центра с ЧПУ, используйте характеристики твердосплавной фрезы для обработки деталей с низкой деформацией на высокой скорости и небольшой подаче, используйте остаточную часть профильной детали как ручку процесса позиционирования и прессования и используйте программное обеспечение UG для автоматического выполнения. Функция программирования обеспечивает согласованность всех обрабатываемых деталей и хорошее сцепление всех сторон.
3. Эффект реализации
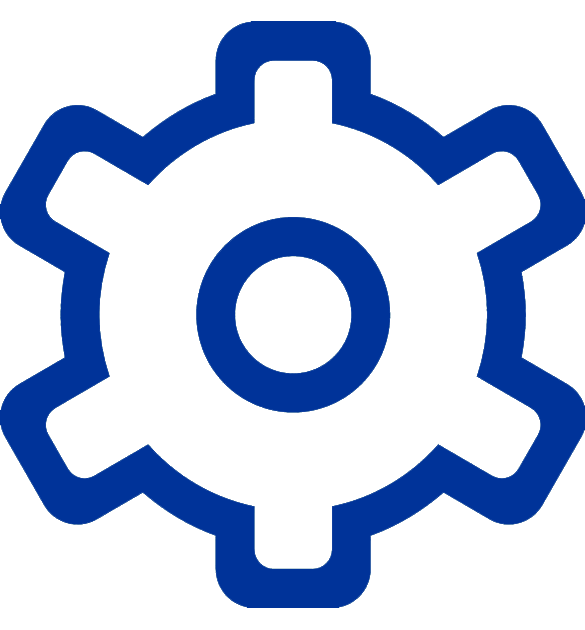
Детали для литья под давлением используют встроенную механическую обработку и технологию одноразовой формовки. При серийном производстве литых под давлением деталей после трехкоординатного контроля статистические данные о точности формы и положения следующие: плоскостность базовой плоскости K ≤ 0.012 мм, плоскостность базовой плоскости M ≤ 0.01 мм, параллельность задней стороны M Степень отклонения ≤0.015 мм, перпендикулярность φ30 мм к основанию M составляет ≤0.013 мм, перпендикулярность φ32 мм к основанию K составляет ≤0.015 мм, пересечение φ30 мм и оси φ32 мм составляет ≤0.014 мм. При массовом производстве точность формы и положения деталей остается стабильной, а эффективность производства значительно повышается.
4. Применение и расширение
Технология одноразовой формовки интегральной обработки деталей может применяться не только в горизонтальных обрабатывающих центрах, но и в обрабатывающих центрах с вертикальным и вертикально-горизонтальным преобразованием. Детали, отлитые под давлением, можно обрабатывать и формировать за один этап на пятиосевом обрабатывающем центре, а рабочие ручки можно фрезеровать слоями; Детали, отлитые под давлением, могут обрабатываться перевернутой пластиной на трехкоординатном обрабатывающем центре. Удалить остатки технологической платформы.
5. Применение общей обработки
Технология одноразовой формовки цельной обработки деталей в основном используется при обработке деталей со сложным позиционированием и зажимом. Процессы обработки можно комбинировать для повышения эффективности работы и обеспечения точности формы и положения; его можно использовать для парной резки деталей симметричной конструкции для уменьшения количества зажимов, экономии затрат на производство оснастки; Подходит для высокоскоростной обработки и обработки со сканированием с малой подачей, слой за слоем, сила резания мала, тепло резания мало во время обработки, а детали, отлитые под давлением, не подвержены деформации под напряжением. Эта концепция обработки постепенно продвигается на заводах по литью под давлением.
Список нашего измерительного оборудования
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|