Сварка трением
Сварка трением
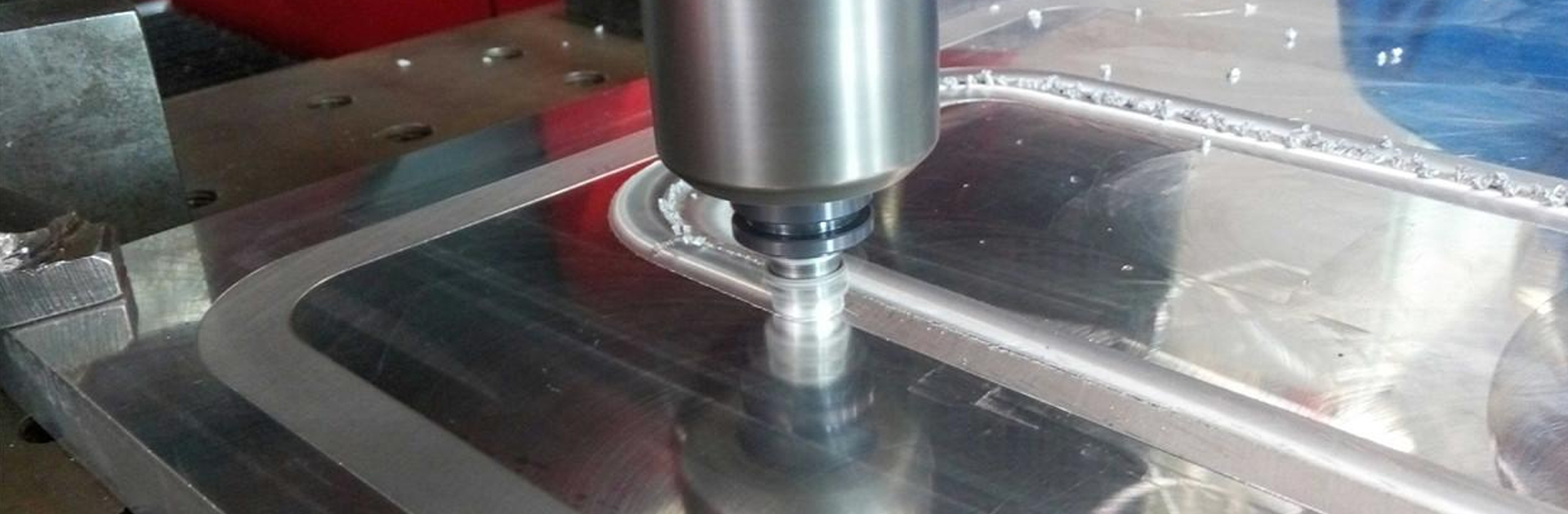
Сварка трением относится к методу сварки, в котором тепло, выделяемое при трении контактной поверхности заготовки, используется в качестве источника тепла, вызывающего пластическую деформацию заготовки под давлением.
Под действием давления, под действием постоянного или возрастающего давления и крутящего момента, относительное движение между торцевыми поверхностями сварочного контакта генерирует тепло трения и теплоту пластической деформации на поверхности трения и вокруг нее, так что температура в непосредственной близости от нее повышается до Температурный диапазон близок к температуре плавления, но обычно ниже ее, сопротивление деформации материала снижается, пластичность улучшается, и оксидная пленка на границе раздела разрывается. Под действием осаждающего давления пластическая деформация и течение материала сопровождаются молекулярной диффузией и рекристаллизацией на границе раздела. Метод твердотельной сварки для реализации сварки.
Minghe предлагает комплексные решения для сварки трением для широкого спектра применений при литье под давлением - с большим портфелем машин и дополнительной поддержкой, от проектирования до обслуживания. Как мировой лидер в производстве отливок по выплавляемым моделям, мы гордимся тем, что предлагаем только лучшие услуги на рынке. Наша страсть к безупречному обслуживанию клиентов ведет к нашему стремлению к совершенству. Чтобы узнать больше о наших услугах или обсудить варианты для вашего следующего проекта, свяжитесь с командой сегодня.
Суть сварки трением
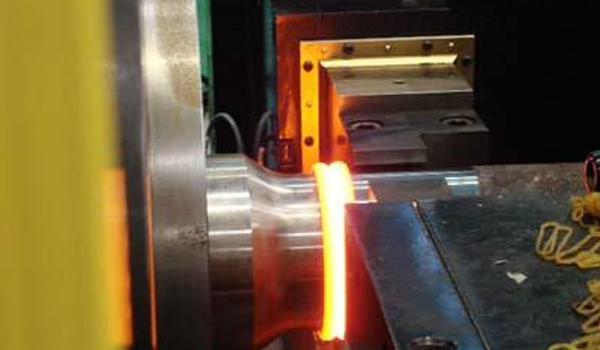
Металлические поверхности механических деталей обычно соединяются и свариваются из-за трения. В процессе резки металла и высокоскоростного вращения станка часто обнаруживается, что поверхности двух металлических деталей свариваются друг с другом за счет трения и нагрева. Например: во время токарной обработки на токарном инструменте образуется нарост; во время сверления сверло и заготовка часто склеиваются между собой; подшипник скольжения заклинило из-за прогорания вала. Конечно, такие ситуации всегда были несчастными случаями, которых люди старались избежать. Их процесс не идеален, как явление сварки, и качество сварки не идеальное.
Однако анализ этих явлений соединения и сварки помогает понять суть сварки трением.
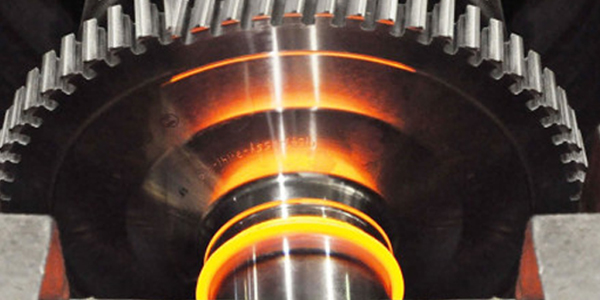
Трение разрушает оксидную пленку на поверхности металла. Выделение тепла при трении снижает прочность металла, но увеличивает его пластичность. Металл поверхности трения вызывает пластическую деформацию и течение, что предотвращает окисление металла, способствует взаимной диффузии атомов металла сварного шва и образует прочное сварное соединение. В этом суть сварки трением.
Особенности сварки трением
Почему сварка трением очень быстро развивается в стране и за рубежом, а ее применение очень широко, потому что у нее есть ряд преимуществ. Эти преимущества включают следующие аспекты:
1. Качество сварки хорошее и стабильное.
Доля брака переходных соединений алюминия и меди, произведенных низкотемпературной сваркой трением в моей стране, составляет менее 0.01%; котельный завод использует сварку трением вместо оплавления для производства змеевиков экономайзера, а процент брака при сварке снижен с 10% до 0.001%. Западная Германия использует сварку трением вместо оплавления для производства автомобильных выхлопных клапанов, и процент брака при сварке снизился с 1.4% до 0.04 ~ 0.01%. Из приведенных выше примеров видно, что процент брака при сварке трением очень низок, около 1% от общего метода сварки.
2. Подходит для сварки разнородных сталей и разнородных металлов.
Сварка трением позволяет сваривать не только обычные разнородные стали, но также и разнородные стали и разнородные металлы с очень разными механическими и физическими свойствами при комнатной температуре и высокой температуре, такие как углеродистая конструкционная сталь - быстрорежущая инструментальная сталь; медь - нержавеющая сталь. Кроме того, он также может сваривать разнородные металлы, которые образуют хрупкие сплавы, такие как алюминий-медь, алюминий-сталь и т. Д.
3. Высокая точность размеров сварного шва.
Для камеры предварительного сгорания дизельного двигателя, изготовленной сваркой трением, максимальная погрешность общей длины составляет ± 0.1 мм. Некоторые специальные машины для сварки трением могут гарантировать, что допуск по длине сварной детали составляет 0.2 мм, а эксцентриситет - менее 0.2 мм. Поэтому сварка трением применяется не только для сварки заготовок, но и для сварки сборных изделий.
4. Сварочный аппарат отличается низким энергопотреблением и энергосбережением.
По сравнению со сваркой трением и оплавлением экономия энергии составляет около 80 ~ 90%.
5. Экологические свойства сварки трением.
Место проведения работ по сварке трением является гигиеничным, без искр, дуги и вредных газов, что способствует защите окружающей среды и подходит для использования в автоматических производственных линиях с другими передовыми методами обработки металла.