
Новый процесс изготовления основания из литого под давлением алюминия с водяным охлаждением W-типа
С быстрым развитием технологий производства силовых агрегатов, электромобилей и двигателей метро, литые алюминиевые водоохлаждаемые рамные конструкции широко используются в производстве двигателей. Экологичные и экологически чистые двигатели электромобилей, высокоскоростные генераторы энергоблоков EMU, двигатели автобусов для аэропортов и тяговые двигатели с постоянными магнитами для городского транспорта в основном используют литые алюминиевые основания с водяным охлаждением. Хороший эффект рассеивания тепла литой рамой с водяным охлаждением является ключом к соблюдению требований производства двигателей. Основной производственный процесс включает технологию плавки металла, технологию формовки, технологию сборки, технологию обработки и другие аспекты. Разумна ли конструкция основания машины с водяным охлаждением из литого алюминия и ее качество напрямую влияет на надежность эксплуатации, производительность труда и экономические выгоды от этого типа двигателя. Структура применения Разумная конструкция рамы из литого алюминия с водяным охлаждением может повысить эксплуатационную надежность этого типа рамы двигателя, сократить производственный цикл, снизить производственные затраты и повысить производительность труда и экономические выгоды.
1. Текущее состояние технологии производства водоохлаждаемых рам.
1.1 Технологический метод
Методы производства литых алюминиевых оснований с водяным охлаждением в той же отрасли в стране и за рубежом включают: литье в песчаные формы, литье в песчаные формы, экструзионное формование и т.д. сборка-разливка-очистка-готовое изделие плавильного бокса сплава. Процесс раздельного литья: изготовление стержневого ящика для литейной формы - изготовление песчаного стержня для литейной формы - сборка плавильного ящика для сплава - заливка - очистка - обработка - сварка - сборка для формирования базовой заготовки. Процесс экструзионного формования: изготовление литейных форм - выплавка алюминия - разливка алюминиевых слитков - экструзионное формование под высоким давлением - сварочные машины - базовые заготовки.
1.2 Недостатки традиционных ремесел и методов
Проблемой цельнолитой литой алюминиевой водоохлаждаемой рамы является низкая текучесть рамы и длительный цикл изготовления. Самая большая проблема - это трудно очистить песчаный керн водного канала и трудно исправить песчаный керн водного канала; конструкция разделенной алюминиевой рамы с водяным охлаждением, отлитой в песчаные формы, имеет проблемы. Производственный процесс громоздкий, цикл слишком длинный, качество трудно контролировать, а внутренний и внешний цилиндры нужно предварительно обработать, а торцы герметичны и свариваются, что легко протекает после обработки; основная конструкция из экструдированного литого алюминия с водяным охлаждением: ограничена массой пресса, большая Основание станка невозможно реализовать, и существует риск утечки воды из-за герметизации и сварного шва, который необходимо обработать. Часто из-за проблем с качеством сварки происходит утечка в основании машины, что влияет на базовые характеристики машины и даже приводит к утилизации двигателя.
2. Концепция и цель нового технологического метода.
На основе анализа недостатков традиционных технологических методов предлагается новый процесс, характеристики которого включают:
- 1) Одноразовое литье под высоким давлением внутри и снаружи.
- 2) Конструктивные особенности охлаждающего канала формируются одновременно с внутренним и внешним цилиндрами.
- 3) Устраняет сложные и длительные этапы обработки канала охлаждающей воды основания машины.
- 4) Сварочный шов контролируется на внутренней стороне фланца, и сварочный шов не должен обрабатываться, что решает проблему давления и утечки воды из основания машины во время процесса сварки.
- 5) Установите конструкции для позиционирования и предотвращения образования каналов на стене водного пути, чтобы повысить надежность основания машины.
- 6) Формирование рукава интерференционного нагрева.
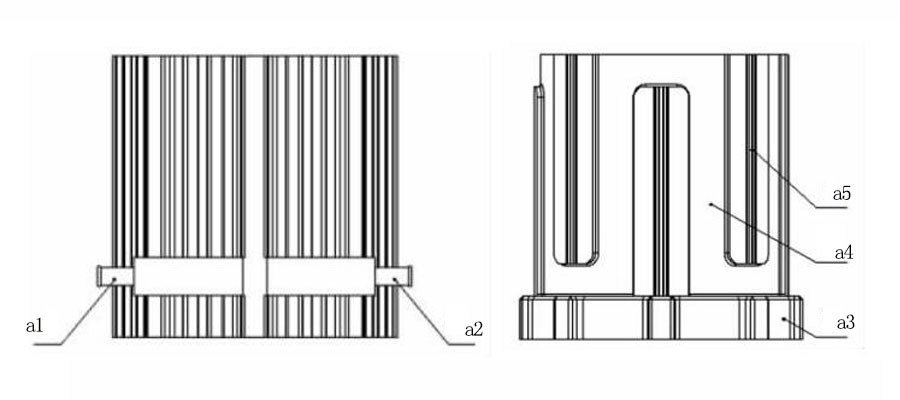
- a1: вход
- a2: водный путь
- a3: Защитный фланец внутреннего цилиндра и торцевая крышка
- a4: охлаждающий канал
- a5: Ключ антиводной направляющей
3. Конкретный процесс реализации нового процесса
Процесс нового процесса литья под давлением: изготовление формы-плавка сплава-литье под давлением-горячая втулка-сварка-основание заготовки. Водные каналы внутреннего и внешнего цилиндра отливаются по форме методом литья под давлением, никакой обработки не требуется. В полной мере используйте характеристики литья под давлением, высокой скорости, высокого качества поверхности, с использованием технологии литья под давлением, литья под давлением во внешний и внутренний цилиндры. W-образная канальная структура и направляющая W-образная канавка отлиты на внутреннем цилиндре, как показано на рисунке 2; Внешний цилиндр отлит с направляющей и фиксирующей структурой, внутренний и внешний цилиндры предварительно нагреваются одновременно, а затем внутренний и внешний цилиндры нагреваются, как показано на рис.

Уплотнение приваривается к базовой заготовке, как показано на рисунке 4. Преимущества нового процесса:
- 1) Внутренний и внешний цилиндры изготавливаются методом литья под давлением без обработки водяных каналов.
- 2) Внешний цилиндр имеет внутренний фланец, а внутренний цилиндр имеет внешний фланец для защиты сварного шва.
- 3) Внутренний и внешний цилиндры предварительно нагреваются для нагрева с натягом.
- 4) Установите направляющие и запорные устройства, чтобы обеспечить надежность основания.
4. Заключение
Новый процесс производства W-образной рамы с водяным охлаждением является прецедентом в отечественной профессиональной автомобильной промышленности. Основываясь на освоении отечественной и зарубежной технологии производства литой алюминиевой рамы в сочетании с литой конструкцией, используются специальные технологические методы для реализации производства W-образной литой алюминиевой рамы с водяным охлаждением. При этом характеристики литья под давлением полностью Применены натяжные муфты для предварительного нагрева, продуманная конструкция защиты сварных швов и предотвращения утечки воды, а также производство W-образного литого алюминиевого основания машины с водяным охлаждением. Сократите цикл разработки продукта, уменьшите сложность и трудоемкость производства двигателей, упростите процесс производства ключевых компонентов электрического оборудования, повысьте надежность производства и эксплуатации и эффективно контролируйте стоимость производства двигателей.
Сохраните источник и адрес этой статьи для перепечатки.: Новый процесс изготовления основания из литого под давлением алюминия с водяным охлаждением W-типа
Минхэ Компания по литью под давлением специализируются на производстве и предоставлении качественных и высокопроизводительных литых деталей (ассортимент металлических деталей для литья под давлением в основном включает Тонкостенное литье под давлением,Литье под давлением,Литье под давлением в холодной камере), Round Service (Служба литья под давлением,Обработка с ЧПУ,Изготовление пресс-форм, Обработка поверхности) .Любое индивидуальное литье под давлением из алюминия, магния или замака / цинка, а также другие требования к отливкам, пожалуйста, свяжитесь с нами.

Под контролем ISO9001 и TS 16949, все процессы выполняются на сотнях передовых машин для литья под давлением, 5-осевых станках и других объектах, от струйных до стиральных машин Ultra Sonic. Minghe не только имеет современное оборудование, но и имеет профессиональное оборудование. команда опытных инженеров, операторов и инспекторов для воплощения в жизнь проекта заказчика.

Контрактный производитель отливок под давлением. Возможности включают в себя детали для литья под давлением алюминия с холодной камерой весом от 0.15 фунта. до 6 фунтов, быстрая установка и обработка. Дополнительные услуги включают полировку, вибрацию, удаление заусенцев, дробеструйную очистку, окраску, гальванику, нанесение покрытий, сборку и оснастку. Обрабатываемые материалы включают такие сплавы, как 360, 380, 383 и 413.

Помощь в проектировании литья цинка под давлением / сопутствующие инженерные услуги. Изготовление на заказ прецизионных отливок из цинка под давлением. Могут изготавливаться миниатюрные отливки, отливки под высоким давлением, отливки в формы с несколькими суппортами, отливки в обычные формы, единичные отливки под давлением и независимые отливки под давлением, а также отливки с герметизацией полости. Отливки могут изготавливаться длиной и шириной до 24 дюймов с допуском +/- 0.0005 дюйма.

Производитель литья под давлением из магния, сертифицированный по стандарту ISO 9001: 2015. Возможности включают литье под давлением магния под высоким давлением с горячей камерой до 200 тонн и холодной камерой на 3000 тонн, проектирование инструментов, полировку, формование, механическую обработку, порошковую и жидкостную окраску, полный контроль качества с возможностями CMM , сборка, упаковка и доставка.

Сертифицирован ITAF16949. Дополнительные услуги трансляции включают инвестиционное литье,литье в песчаные формы,Гравитационное литье, Литье по выплавляемым моделям,Центробежное литье,Вакуумное литье,Постоянное литье формыВозможности включают EDI, техническую поддержку, твердотельное моделирование и вторичную обработку.

Литейная промышленность Примеры использования запчастей для: автомобилей, велосипедов, самолетов, музыкальных инструментов, судов, оптических устройств, датчиков, моделей, электронных устройств, корпусов, часов, машинного оборудования, двигателей, мебели, ювелирных изделий, приспособлений, телекоммуникаций, освещения, медицинских устройств, фотографических устройств, Роботы, скульптуры, звуковое оборудование, спортивное оборудование, инструменты, игрушки и многое другое.
Что мы можем вам сделать дальше?
∇ Перейти на главную страницу для Литье под давлением Китай
→Литье деталей-Узнай, что мы сделали.
→ Общие советы о Услуги литья под давлением
By Производитель литья под давлением Minghe | Категории: Полезные статьи |Материалы Теги: Литье алюминия, Цинковое литье, Литье магния, Титановое литье, Литье из нержавеющей стали, Латунное литье,Бронзовое литье,Кастинг видео,История компании,Литье алюминия под давлением | Комментарии отключены







