
Контроль деформации при термообработке науглероженных зубчатых колес
Деформация термообработки науглероженной передачи. Деформация при термообработке напрямую влияет на точность, прочность, шумность и срок службы шестерни. Даже если процесс шлифования зубчатых колес добавлен после термообработки науглероживанием, деформация все равно снижает уровень точности зубчатого колеса.
Есть много факторов, которые влияют на деформацию при науглероживании термообработки, и только контролируя различные факторы, можно контролировать деформацию в небольшой степени. Контроль деформации зубчатых колес также должен решаться во всем процессе изготовления зубчатых колес.
- Испытание влияния металлургических факторов материала шестерен на деформацию показывает, что закаливаемость стали выше. Чем больше деформация. Когда твердость сердечника выше 40HRC, деформация значительно возрастет. Следовательно, существуют определенные требования к прокаливаемости стали, чем уже полоса прокаливаемости. Чем более стабильна деформация, тем сталелитейный завод должен производить сталь с "низкой и стабильной деформацией". Соотношение содержания A1 / N регулируется в пределах от 1 до 2.5, что может сузить полосу прокаливаемости и уменьшить деформацию. Кроме того, сегрегация коробки и ленточная структура материала влияют на неравномерную деформацию и неравномерную науглероживание шлицевого отверстия шестерни.
- Влияние предварительной термообработки на деформацию шестерен. Чрезмерная нормализующая твердость, смешанные кристаллы, большое количество сорбита или видманстата увеличивают деформацию внутреннего отверстия, поэтому для обработки поковок следует использовать нормализационный контроль температуры или изотермический отжиг.
- Влияние процесса цементации на деформацию. Равномерность температуры. Однородность углеродного слоя и однородность температуры охлаждающей среды влияют на деформацию шестерни. В то же время, чем выше температура науглероживания, тем толще науглероживающий слой. Низкая температура масла и большая деформация шестерен. Поэтому необходимо совершенствовать оборудование, оптимизировать процесс и повышать качество термообработки зубчатых колес.
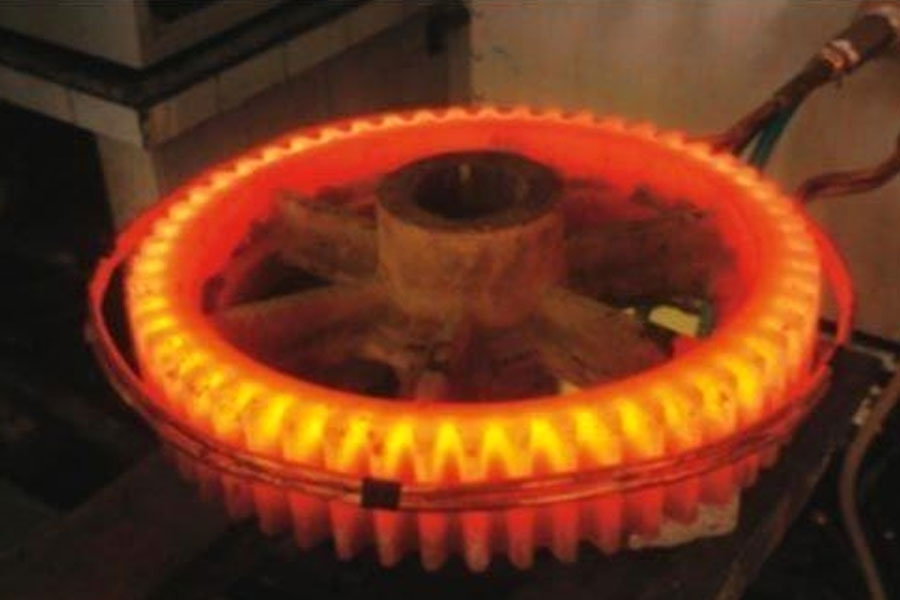
- Влияние закалки на деформацию. Закалочное охлаждение является наиболее важным фактором, влияющим на деформацию зубчатой передачи. Закалка в горячем масле имеет меньшую деформацию, чем закалка в холодном масле, и обычно регулируется при 100 ± 120 ℃. Холодопроизводительность масла также имеет решающее значение для деформации. Метод и интенсивность перемешивания влияют на деформацию, дисковые шестерни закалены верхним закалочным прессом в соответствии с деформацией различных шестерен. Отрегулируйте параметры промывочного пресса, чтобы уменьшить деформацию, отрегулируйте давление внутренней и внешней матрицы и расширительного блока, размер каждой секции впрыска топлива и верхнего рабочего стола для контроля деформации.
- Метод зажима и цель приспособления - обеспечить равномерное нагревание и охлаждение заготовки, а науглероженный слой каждой части заготовки является однородным, чтобы уменьшить неравномерное тепловое напряжение и неравномерное структурное напряжение для уменьшения деформации. Способ зажима можно изменить. Уровень масла вертикальный, детали вала установлены вертикально, с использованием компенсационных шайб, опорных шайб, накладных шайб и т. Д., Детали шлицевых отверстий могут быть науглероженными оправками и т. Д.
- Координация механической обработки: первая. Поймите закон деформации термообработки, переместите положение зоны допуска и улучшите квалификацию продукта; во-вторых, в соответствии с законом деформации, применить противодеформацию и сжать концевое отверстие перед расширением, чтобы повысить квалификационную степень деформации после закалки; в-третьих, для деталей асимметричной или неравномерной толщины с использованием метода зарезервированного объема обработки. Процесс после термообработки. В-четвертых, после термообработки используйте нажимной нож, чтобы закончить шлицевое отверстие, или электролитически обработайте шлицевое отверстие, или нагрейте оправку после науглероживания для закалки, а затем выдавите оправку, чтобы обеспечить размер шлицевого отверстия для уменьшения деформации.
Сохраните источник и адрес этой статьи для перепечатки.: Контроль деформации при термообработке науглероженных зубчатых колес
Минхэ Компания по литью под давлением специализируются на производстве и предоставлении качественных и высокопроизводительных литых деталей (ассортимент металлических деталей для литья под давлением в основном включает Тонкостенное литье под давлением,Литье под давлением,Литье под давлением в холодной камере), Round Service (Служба литья под давлением,Обработка с ЧПУ,Изготовление пресс-форм, Обработка поверхности) .Любое индивидуальное литье под давлением из алюминия, магния или замака / цинка, а также другие требования к отливкам, пожалуйста, свяжитесь с нами.

Под контролем ISO9001 и TS 16949, все процессы выполняются на сотнях передовых машин для литья под давлением, 5-осевых станках и других объектах, от струйных до стиральных машин Ultra Sonic. Minghe не только имеет современное оборудование, но и имеет профессиональное оборудование. команда опытных инженеров, операторов и инспекторов для воплощения в жизнь проекта заказчика.

Контрактный производитель отливок под давлением. Возможности включают в себя детали для литья под давлением алюминия с холодной камерой весом от 0.15 фунта. до 6 фунтов, быстрая установка и обработка. Дополнительные услуги включают полировку, вибрацию, удаление заусенцев, дробеструйную очистку, окраску, гальванику, нанесение покрытий, сборку и оснастку. Обрабатываемые материалы включают такие сплавы, как 360, 380, 383 и 413.

Помощь в проектировании литья цинка под давлением / сопутствующие инженерные услуги. Изготовление на заказ прецизионных отливок из цинка под давлением. Могут изготавливаться миниатюрные отливки, отливки под высоким давлением, отливки в формы с несколькими суппортами, отливки в обычные формы, единичные отливки под давлением и независимые отливки под давлением, а также отливки с герметизацией полости. Отливки могут изготавливаться длиной и шириной до 24 дюймов с допуском +/- 0.0005 дюйма.

Производитель литья под давлением из магния, сертифицированный по стандарту ISO 9001: 2015. Возможности включают литье под давлением магния под высоким давлением с горячей камерой до 200 тонн и холодной камерой на 3000 тонн, проектирование инструментов, полировку, формование, механическую обработку, порошковую и жидкостную окраску, полный контроль качества с возможностями CMM , сборка, упаковка и доставка.

Сертифицирован ITAF16949. Дополнительные услуги трансляции включают инвестиционное литье,литье в песчаные формы,Гравитационное литье, Литье по выплавляемым моделям,Центробежное литье,Вакуумное литье,Постоянное литье формыВозможности включают EDI, техническую поддержку, твердотельное моделирование и вторичную обработку.

Литейная промышленность Примеры использования запчастей для: автомобилей, велосипедов, самолетов, музыкальных инструментов, судов, оптических устройств, датчиков, моделей, электронных устройств, корпусов, часов, машинного оборудования, двигателей, мебели, ювелирных изделий, приспособлений, телекоммуникаций, освещения, медицинских устройств, фотографических устройств, Роботы, скульптуры, звуковое оборудование, спортивное оборудование, инструменты, игрушки и многое другое.
Что мы можем вам сделать дальше?
∇ Перейти на главную страницу для Литье под давлением Китай
→Литье деталей-Узнай, что мы сделали.
→ Общие советы о Услуги литья под давлением
By Производитель литья под давлением Minghe | Категории: Полезные статьи |Материалы Теги: Литье алюминия, Цинковое литье, Литье магния, Титановое литье, Литье из нержавеющей стали, Латунное литье,Бронзовое литье,Кастинг видео,История компании,Литье алюминия под давлением | Комментарии отключены







