
Влияние сверла и никеля на стойкость к термическому повреждению литьевой стали 4Cr5Mo2V

4Cr5 Mo2V - широко используемая штамповая сталь для литья под давлением. В процессе литья под давлением алюминиевого сплава из-за эрозии и адгезии расплавленного алюминия форма будет испытывать термическое повреждение, такое как термическая усталость и термическая потеря расплава, что приведет к снижению ее твердости и даже к преждевременному выходу из строя.
Чтобы изучить, может ли никель или сухость улучшить стойкость к термическому повреждению форм для литья под давлением из алюминиевого сплава, были подготовлены испытательные блоки из стали 4Cr5 Mo2V и 4Cr5Mo2V, содержащие 1% Ni и 1% Co (массовая доля), и они были инкрустированы после закалка и отпуск. В неподвижной матрице формы для литья под давлением алюминиевый сплав ADC12 с температурой 800 ℃ был впоследствии отлит под давлением от 200 до 1,000 раз, и были исследованы макроморфология и твердость поверхности испытательного блока.
Результаты показывают, что после 1,000 раз литья алюминиевого сплава под давлением испытательный образец из стали 4Cr5Mo2V сильнее всего прилип к алюминию и образовал очень мало сетчатых трещин; испытательный блок из никелевой стали слегка прилипал к алюминию, а испытательный блок из кобальтовой стали прилипал к алюминию меньше всего, что указывает на то, что сталь с содержанием 1% Co 4Cr5Mo2V имеет лучшую стойкость к термическому повреждению по сравнению с литыми под давлением алюминиевыми сплавами. Кроме того, по сравнению с твердостью до литья под давлением алюминиевого сплава, после 1,000-кратного литья под давлением поверхностная твердость образцов из стали 4Cr5Mo2V, никельсодержащих и сухосодержащих образцов стали 4Cr5Mo2V снизилась на 2.8, 1.8 и 1.4 HRC, т.е. литье под давлением из алюминиевых сплавов. Неблагоприятное влияние на твердость поверхности никельсодержащей и сухой стали 4Cr5Mo2V меньше, чем у стали 4Cr5Mo2V, что связано с упрочняющим действием Co и Ni в твердом растворе, что способствует повышению стойкости алюминия к жидкой эрозии. форма и сделать ее менее восприимчивой к термическому повреждению.
Литье под давлением из алюминиевого сплава - это сложный процесс при высоких температурах и давлении. На характеристики термического повреждения (включая термическую усталость и тепловые потери) форм для литья под давлением из алюминиевого сплава влияет множество факторов. Среди них особенно важен состав штамповой стали для горячей обработки.
В нормальных условиях можно избежать поломки штампа для литья под давлением из-за растрескивания и пластической деформации. Растрескивание формы обычно вызывается случайной механической перегрузкой или термической перегрузкой, что приводит к сильной концентрации напряжений. Раннее термическое усталостное растрескивание и потери при сварке (термическое повреждение поверхности) литейных форм являются основными видами отказов, и они часто влияют друг на друга. Сталь 4Cr5Mo2V - широко используемая штамповая сталь для горячей обработки с хорошей износостойкостью и сопротивлением пластической деформации. Сверло и никель - обычно используемые легирующие элементы, которые могут эффективно повышать прочность и твердость стали и оказывать определенное влияние на сопротивление термическому повреждению. Поэтому исследуются стали 4Cr5Mo2V, 4Cr5Mo2V, содержащие 1% Ni и 1% Co (массовая доля, то же ниже). Стойкость стали к повреждениям расплавленным алюминием имеет большое значение для руководства фактическим производством.
Однако большинство методов исследования термического повреждения штампованной стали для литья под давлением перед устьем состоят в моделировании нагрева и охлаждения. Образец штамповой стали не контактирует напрямую с расплавленным алюминием и не вызывает истирающего эффекта расплавленного алюминия, такого как прямой индукционный нагрев образца штамповой стали. -А. В этой статье были подготовлены испытательные образцы из трехкомпонентной стали для литья под давлением и залиты в форму для литья под давлением для проведения испытания на литье алюминиевого сплава ADC12. Повреждаемость расплавленного алюминия.
1. материалы и методы испытаний
1.1 Материалы для испытаний
Химический состав стали 4Cr5Mo2V, стали 4Cr5Mo2V, содержащей 1% Ni (далее - сталь 4Cr5Mo2V + Ni), и стали 4Cr5 Mo2V, содержащей 1% Co (далее - стали 4Cr5Mo2V + Co), показан в таблице 1. Испытание было проведено Литой с ADC12 Химический состав алюминиевого сплава показан в Таблице 2.
| Таблица 1 Химический состав исследуемых литьевых штамповых сталей (массовая доля)% | |||||||
| Материалы | C | Cr | Mo | V | Co | Ni | Si |
| Сталь 4Х5Мо2В | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| Сталь 4Cr5Mo2V + Ni | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| Сталь 4Cr5Mo2V + Co | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Таблица 2 Химический состав алюминиевого сплава ADC12% | |||||||||
| Элемент | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Показатель качества | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Метод испытаний
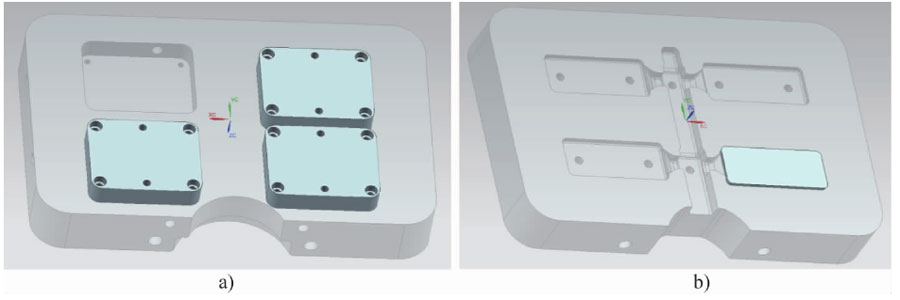
Отожженная сталь 4Cr5Mo2V, сталь 4Cr5Mo2V + Ni и сталь 4Cr5Mo2V + Co были переработаны в образцы для испытаний, как показано на Рисунке 1. После вакуумной закалки они были дважды отпущены с твердостью около 47 HRC и тонко измельчены для удаления окалины.
Номер группы испытательного блока заделан в паз неподвижной формы, а полость из литого под давлением алюминиевого сплава установлена в подвижной форме, как показано на Рисунке 2. Горизонтальная машина для литья под давлением с холодной камерой на 500 т и пресс-форма собственной конструкции были использованы для испытания литья под давлением листа алюминиевого сплава ADC12, и алюминиевый сплав был использован повторно. Температура расплавленного алюминия выше, 800 ° C, для ускорения испытания (обычно температура литья под давлением алюминиевого сплава ADC12 составляет (650 120) ° C). Поскольку температура расплавленного алюминия составляет 800 ℃, что не достигает точки плавления интерметаллического соединения Fe-A1, полученное соединение будет присутствовать в расплавленном алюминии в виде примесей после выпадения. Повторное использование расплавленного алюминия также приведет к увеличению примесей и упрочнению алюминия. Размывающий эффект жидкости, тем самым ускоряя испытание.
После испытания литья под давлением использовали стереомикроскоп для наблюдения явления адгезии алюминия на поверхности испытательного блока; Для дальнейшего наблюдения за степенью адгезии алюминия и наличием трещин на поверхности испытательного блока использовали микроскоп сверхвысокой глубины резкости.
2. результаты испытаний и анализ
2. 1 Морфология поверхности тестового блока
2.1.1 Алюминий, приклеивающийся к поверхности
На рис. 3 показана морфология поверхности трех стальных испытательных блоков без литья под давлением и после 600,1000, 3 раз литья под давлением. Из рисунка 600 (b, e, h) видно, что после 4 раз литья под давлением испытательный блок из стали 5Cr2MoXNUMXV имеет наиболее серьезное прилипание алюминия.
Тестовый блок из стали 4Cr5Mo2V + Co меньше всего прилипает к алюминию. Рисунок 3 (c, f, i) показывает, что адгезия алюминия к поверхности трех испытательных блоков увеличилась после 1,000 раз литья под давлением. Поверхность стального испытательного блока 4Cr5Mo2V имеет очевидную адгезию алюминия, в то время как два других испытательных блока имеют небольшую адгезию алюминия. Испытание стали 4Cr5Mo2V + Co Куск алюминия является наименьшим и однородным, что указывает на то, что алмазосодержащая сталь 4Cr5Mo2V имеет лучшую стойкость к повреждению жидким алюминием, а сталь 4Cr5Mo2V - наихудшую. Добавление сверла и никелевых элементов способствует стабилизации высокотемпературной твердости штамповой стали 9-10, а поверхность нелегко «размягчить» при многократном контакте с расплавленным алюминием, поэтому сопротивление эрозии жидкого алюминия лучше, а адгезия алюминия незначительно. Во время испытания литья под давлением расплавленный алюминий входит в полость, чтобы контактировать с испытательным блоком, и неровная структура испытательного блока, область дефекта обработки и другие локальные области будут слегка прилипать к алюминию. Алюминий в области, связанной с алюминием, будет реагировать со сталью с образованием хрупкого промежуточного соединения Fe.} Al, которое будет разрушаться и отслаиваться при очистке жидкостью алюминия под высоким давлением, что приводит к образованию ямок на поверхности формы и т. Д. серьезное сцепление алюминия при размывании алюминиевой жидкостью.
2.1.2 Трещины на поверхности
На рисунке 4 показана морфология сверхглубокой резкости образцов стали 4Cr5Mo2V, стали 4Cr5Mo2V + Ni и образцов стали 4Cr5Mo2V + Co после 1,000 раз литья под давлением. На рис. 4 (а) видно, что на поверхности стального испытательного блока 4 Cry Mot V. имеется небольшое количество микротрещин, имеющих почти чистую форму. Прилипший алюминий и расплавленный алюминий реагируют со сталью с образованием соединений Fe.} Al. Коэффициент теплового расширения Fe.} Al отличается от такового для матрицы, что приводит к очень небольшому количеству микротрещин в прилипшем алюминии, Fe.} Al и соединениях. Очищающий эффект расплавленного алюминия вызывает распространение микротрещин, и расплавленный алюминий проникает в трещину и далее вступает в реакцию с матрицей с образованием соединений Fe 2 Al. В последующем повторном процессе литья под давлением соединения Fe.} Al на поверхности испытательного блока отслаиваются с образованием ямок. После травления и ультразвуковой очистки поверхность испытательного блока выглядела похожей на сетчатую алюминиевую чистящую жидкость. Рисунок 4 (b, c) показывает отсутствие трещин в испытательных блоках из стали 4Cr5Mo2V + Co и стали 4Cr5Mo2V + Ni, что указывает на то, что добавление 1% сверла или молибдена может не только уменьшить поверхностную адгезию алюминия, но и уменьшить склонность к растрескиванию формы и улучшение устойчивости алюминия к повреждению жидкостью. Добавление никелевых и алмазных некарбидных элементов может улучшить высокотемпературную твердость формы, а алмаз может также способствовать диспергированию и выделению карбида молибдена в процессе отпуска и усилить эффект дисперсионного твердения 'z-} 3. Исследование Ling Qian et al. показал, что добавление стабилизирующих аустенит элементов к штампованной стали для литья под давлением может снизить концентрацию напряжений. И сверло, и никель являются элементами, которые расширяют зону аустенита, поэтому поверхности форм для литья под давлением стали 4Cr5Mo2V + Ni и стали 4Cr5Mo2V + Co не склонны к образованию трещин.
Расплавленный алюминий в процессе литья под давлением очень прочен против формы. Согласно фазовой диаграмме Fe-A1, интерметаллические соединения Fe-Al, образующиеся в результате реакции стали и расплавленного алюминия, в основном являются хрупкими FeAlz, Fez A15, FeA13 и т. Д. Богатая алюминием фаза алюминиевого сплава будет отрываются от матрицы и попадают в расплавленный алюминий при размывании расплавленного алюминия, оставляя ямки на поверхности формы. Комбинация части алюминиевого сплава и ямок формы является относительно прочной и не отваливается, а в дальнейшем образует соединения Fe A1. Алюминий, Fe.} Al и приставшие к нему соединения склонны к образованию микротрещин при охлаждении. Лист для литья под давлением содержит меньше жидкого алюминия, поэтому он быстрее затвердевает, а реакция между формой и жидким алюминием идет медленнее. Следовательно, на поверхности испытательного блока меньше ямок из-за реакции Fe и Al, и больше липкого алюминия образуется в результате эрозии жидкого алюминия.
2. 2 твердость поверхности
Таблица 3 представляет собой среднее значение твердости поверхности трех испытательных блоков из штампованной стали после разного времени литья под давлением. Данные в Таблице 3 показывают, что твердость поверхности всех трех видов испытательных блоков несколько снижается. По мере увеличения количества форм для литья под давлением это эквивалентно повторному отпуску испытательного блока, поэтому твердость уменьшается. После 1,000 раз литья под давлением твердость испытательного блока из стали 4Cr5Mo2V + Co имеет наименьшее снижение, которое составляет 1.4 HRC; у испытательного блока из стали 4Х5Мо2В наблюдается наиболее заметное снижение.
Очевидно, она упала на 2 HRC; твердость поверхности стального испытательного блока 8Cr4Mo5V + Ni упала на 2 HRC. Стабильная твердость формы способствует уменьшению прилипания алюминия, то есть помогает противостоять термическому повреждению литья под давлением.
| Таблица 3 Твердость поверхности образцов после литья под давлением в разное время% | ||||||
| Материалы | Без литья под давлением | Время 200 | Время 400 | Время 600 | Время 800 | Время 1000 |
| Сталь 4Х5Мо2В | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| Сталь 4Cr5Mo2V + Ni | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| Сталь 4Cr5Mo2V + Co | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
После длительного отпуска штамповой стали мартенсит разлагается, и вторичные карбиды становятся более крупными, что приводит к снижению твердости поверхности. И сверло, и никель не являются карбидообразующими элементами, которые могут заменять атомы Fe, чтобы твердый раствор стали упрочнялся от 5 до 8, так что форма имеет более высокую жаропрочность и сохраняет более высокую твердость после многократного быстрого нагрева и охлаждения. Китайская ассоциация литья под давлением изучила распределение элементов в закаленной и отпущенной стали Cr-Mo-V-Ni и обнаружила, что в процессе отпуска элементы Ni будут обогащаться вокруг карбидов, тем самым препятствуя атомам углерода в феррите вокруг карбиды Непрерывная диффузия карбидов увеличивает энергию активации укрупнения карбидов, препятствует росту карбидов, тем самым уменьшая снижение твердости никельсодержащей стали 4Cr5Mo2V и улучшая ее стойкость к повреждению расплавленным алюминием.
Китайская ассоциация литья под давлением изучила термическую стабильность и изменения микроструктуры штамповой стали с 1% Ni и без Ni и обнаружила, что на более поздней стадии испытания на термостабильность никель снижает твердость штамповой стали, что приводит к снижению твердости штампованной стали. Сталь лучше термостойкая Пол. Сверление - это элемент, расширяющий зону аустенитной фазы. Добавление сверла в сталь 4Cr5Mo2V может способствовать растворению карбидов в процессе аустенизации, увеличить содержание углерода в аустените и повысить стабильность аустенита, тем самым увеличивая остаточный аустенит. Количество тензита и твердость мартенсита, а также сверло может способствуют диспергированию и выделению карбида молибдена в процессе отпуска и усиливают эффект дисперсионного твердения z'-1.
Упрочняющее действие никеля и сверла на матрицу обеспечивает более высокую твердость поверхности испытательного блока из штампованной стали после многократной чистки расплавленного алюминия, что делает его более устойчивым к эрозии, что способствует повышению сопротивления испытательного блока. к повреждению расплавленного алюминия. Твердость поверхности испытательного блока и степень адгезии алюминия также показывают (см. Рисунок 3, Таблица 3): Просверленный образец из стали 4Cr5 Mo2V имеет наименьшие поверхностные ямки и адгезию алюминия после 1,000 раз литья под давлением, то есть устойчивость к повреждению алюминиевой жидкостью является наилучшей. Таким образом, упрочняющий эффект от добавления 1% Со в сталь выше, чем от добавления 1% Ni, и оба этих фактора способствуют улучшению характеристик штамповой стали против повреждений алюминия.
3.Conclusion
- После литья под давлением алюминиевого сплава 1 раз образец стали 000Cr4 Mo5V со сверлом имеет наименьшее количество алюминия, а образец стали 2Cr4Mo5V имеет наибольшее количество алюминия, то есть сталь 2Cr4 Mo5V со сверлом имеет лучшую стойкость к термическому повреждению.
- После 1,000 раз литья под давлением алюминиевого сплава твердость поверхности образцов из стали 4Cr5Mo2V, стали 4Cr5Mo2V + Ni и 4Cr5Mo2V + Co снизилась на 2.8, 1.8 и 1.4 HRC, то есть добавление никеля или сверла может значительно повысить стойкость к термическому повреждению. из литейной штамповой стали 4Х5Мо2В.
Сохраните источник и адрес этой статьи для перепечатки.: Влияние сверла и никеля на стойкость к термическому повреждению литьевой стали 4Cr5Mo2V
Минхэ Компания по литью под давлением специализируются на производстве и предоставлении качественных и высокопроизводительных литых деталей (ассортимент металлических деталей для литья под давлением в основном включает Тонкостенное литье под давлением,Литье под давлением,Литье под давлением в холодной камере), Round Service (Служба литья под давлением,Обработка с ЧПУ,Изготовление пресс-форм, Обработка поверхности) .Любое индивидуальное литье под давлением из алюминия, магния или замака / цинка, а также другие требования к отливкам, пожалуйста, свяжитесь с нами.

Под контролем ISO9001 и TS 16949, все процессы выполняются на сотнях передовых машин для литья под давлением, 5-осевых станках и других объектах, от струйных до стиральных машин Ultra Sonic. Minghe не только имеет современное оборудование, но и имеет профессиональное оборудование. команда опытных инженеров, операторов и инспекторов для воплощения в жизнь проекта заказчика.

Контрактный производитель отливок под давлением. Возможности включают в себя детали для литья под давлением алюминия с холодной камерой весом от 0.15 фунта. до 6 фунтов, быстрая установка и обработка. Дополнительные услуги включают полировку, вибрацию, удаление заусенцев, дробеструйную очистку, окраску, гальванику, нанесение покрытий, сборку и оснастку. Обрабатываемые материалы включают такие сплавы, как 360, 380, 383 и 413.

Помощь в проектировании литья цинка под давлением / сопутствующие инженерные услуги. Изготовление на заказ прецизионных отливок из цинка под давлением. Могут изготавливаться миниатюрные отливки, отливки под высоким давлением, отливки в формы с несколькими суппортами, отливки в обычные формы, единичные отливки под давлением и независимые отливки под давлением, а также отливки с герметизацией полости. Отливки могут изготавливаться длиной и шириной до 24 дюймов с допуском +/- 0.0005 дюйма.

Производитель литья под давлением из магния, сертифицированный по стандарту ISO 9001: 2015. Возможности включают литье под давлением магния под высоким давлением с горячей камерой до 200 тонн и холодной камерой на 3000 тонн, проектирование инструментов, полировку, формование, механическую обработку, порошковую и жидкостную окраску, полный контроль качества с возможностями CMM , сборка, упаковка и доставка.

Сертифицирован ITAF16949. Дополнительные услуги трансляции включают инвестиционное литье,литье в песчаные формы,Гравитационное литье, Литье по выплавляемым моделям,Центробежное литье,Вакуумное литье,Постоянное литье формыВозможности включают EDI, техническую поддержку, твердотельное моделирование и вторичную обработку.

Литейная промышленность Примеры использования запчастей для: автомобилей, велосипедов, самолетов, музыкальных инструментов, судов, оптических устройств, датчиков, моделей, электронных устройств, корпусов, часов, машинного оборудования, двигателей, мебели, ювелирных изделий, приспособлений, телекоммуникаций, освещения, медицинских устройств, фотографических устройств, Роботы, скульптуры, звуковое оборудование, спортивное оборудование, инструменты, игрушки и многое другое.
Что мы можем вам сделать дальше?
∇ Перейти на главную страницу для Литье под давлением Китай
→Литье деталей-Узнай, что мы сделали.
→ Общие советы о Услуги литья под давлением
By Производитель литья под давлением Minghe | Категории: Полезные статьи |Материалы Теги: Литье алюминия, Цинковое литье, Литье магния, Титановое литье, Литье из нержавеющей стали, Латунное литье,Бронзовое литье,Кастинг видео,История компании,Литье алюминия под давлением | Комментарии отключены







