
Влияние трех режущих элементов на эффективность обработки
Всем известно, что для повышения эффективности обработки увеличение трех элементов резания (скорости резания, глубины резания и скорости подачи) является самым простым и прямым методом. Однако улучшение трех элементов резания инструмента обычно ограничивается существующими условиями проектирования станков. Так что самый дешевый способ - выбрать хороший инструментальный материал.
Правило определения трех элементов огранки
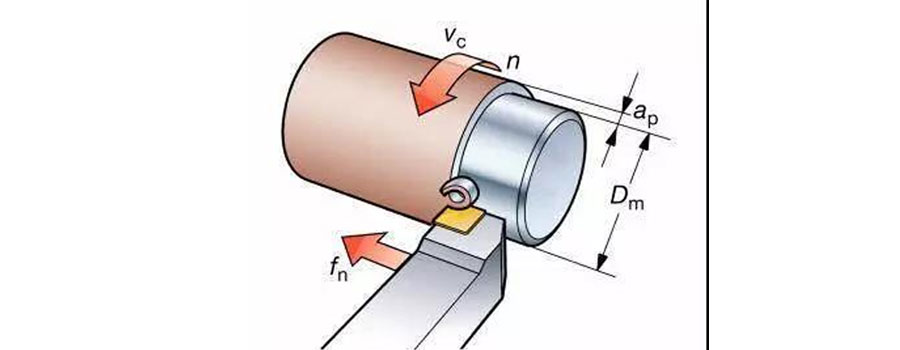
Определите глубину ножа, величину подачи и линейную скорость резания.
Глубина резания: обычно определяется в соответствии с припуском на обработку;
Скорость подачи: скорость подачи черновой обработки определяется мощностью станка, а скорость чистовой подачи определяется шероховатостью поверхности;
Скорость резания: определяется в зависимости от материала инструмента и скорости шпинделя станка.
С точки зрения улучшения cnc-обработка Эффективность, вероятно, стоит рассмотреть метод увеличения глубины резания. Одна из важных причин заключается в том, что эксперименты показали, что как только глубина резания становится равной 10-кратной подаче, увеличение глубины резания будет иметь минимальное влияние на долговечность инструмента. Если скорость резания увеличится, изменение скорости резания приведет к тому, что стойкость инструмента изменится почти вдвое быстрее; при изменении подачи можно примерно так же изменить стойкость инструмента. Поэтому, когда так называемый «чистый размер» не может быть достигнут для заготовок в нашем режиме массового производства, увеличение глубины резания - это выбор, который может обеспечить высокоэффективный производственный цикл без значительного увеличения стоимости инструмента.
Выбор инструмента
Инструменты из цементированного карбида являются основными инструментами на текущем рынке инструментов. Все знакомы с этим инструментом. Вы можете настроить три режущих элемента инструментов из твердого сплава в соответствии с фактическими условиями на обрабатываемой площадке, чтобы максимально увеличить срок службы инструмента и эффективность обработки. Однако кубический азот Разработка инструментов на основе бора длилась недолго, и многие люди никогда не прикасались к таким инструментам. Однако с появлением твердых и труднообрабатываемых материалов инструменты из кубического нитрида бора постепенно стали появляться в поле зрения каждого. Но многие люди часто думают, что инструменты из кубического нитрида бора ограничиваются высокоскоростными процессами резания и чистовой обработки.
Фактически, благодаря непрерывным исследованиям и разработкам и инновациям в инструментальной промышленности из сверхтвердых материалов, инструменты из кубического нитрида бора широко используются в процессах черновой обработки и в условиях прерывистого резания. Выбор инструментов из кубического нитрида бора такой же, как и у инструментов из твердого сплава. В зависимости от материала заготовки выбираются разные марки и конструкции инструмента.
Лезвие из кубического нитрида бора для сварки композиционных материалов обычно используется для чистовой обработки. Он имеет только переднюю кромку из материала кубического нитрида бора, а матрица представляет собой матрицу из цементированного карбида. Глубина ножа регулируется в пределах 0.5 мм, поэтому его можно использовать только для чистовой обработки, для тех, у кого большие поля и неровные поверхности, выбирайте встроенное лезвие из кубического нитрида бора. Весь корпус сделан из кубического нитрида бора. Глубина резания составляет 1-10 мм, а срок службы инструмента обычно составляет 3 часа / режущая кромка.
Благодаря прогрессу исследований инструментов из кубического нитрида бора и фактическим потребностям в обработке, оригинальная высокоскоростная чистовая обработка превратилась в прерывистую, черновую и получистовую, а также может использоваться в обычных станках; Стоимость использования также более экономична.
Дальнейшее чтение
Диапазон обработки инструментов из кубического нитрида бора и инструментов из твердого сплава перекрывается. Например, можно обрабатывать серый чугун, инструменты из твердого сплава и инструменты из кубического нитрида бора. Вы можете выбрать более экономичный и экономичный инструментальный материал - твердый сплав в соответствии с потребностями предприятия. Из-за собственных ограничений производительности максимальная линейная скорость инструмента может достигать 350 м / мин, в то время как инструмент из кубического нитрида бора может достигать 1500 м / мин. В то же время долговечность инструмента из кубического нитрида бора в 30-50 раз выше, чем у обычных инструментов из твердого сплава. В 5-15 раз больше срока службы инструмента со слоистым твердым сплавом.

Однако компании не слепо выбирают инструменты из кубического нитрида бора для обработки серого чугуна. В конце концов, цена инструмента из кубического нитрида бора выше, чем у инструмента из твердого сплава. Поэтому рекомендуется выбирать для массового производства и требований высокой эффективности обработки. Для режущих инструментов из кубического нитрида бора, если эффективность обработки невысока и мало рабочих мест, более экономично и рентабельно выбирать режущие инструменты из твердого сплава.
Сохраните источник и адрес этой статьи для перепечатки.:Влияние трех режущих элементов на эффективность обработки
Минхэ Компания по литью под давлением специализируются на производстве и предоставлении качественных и высокопроизводительных литых деталей (ассортимент металлических деталей для литья под давлением в основном включает Тонкостенное литье под давлением,Литье под давлением,Литье под давлением в холодной камере), Round Service (Служба литья под давлением,Обработка с ЧПУ,Изготовление пресс-форм, Обработка поверхности) .Любое индивидуальное литье под давлением из алюминия, магния или замака / цинка, а также другие требования к отливкам, пожалуйста, свяжитесь с нами.

Под контролем ISO9001 и TS 16949, все процессы выполняются на сотнях передовых машин для литья под давлением, 5-осевых станках и других объектах, от струйных до стиральных машин Ultra Sonic. Minghe не только имеет современное оборудование, но и имеет профессиональное оборудование. команда опытных инженеров, операторов и инспекторов для воплощения в жизнь проекта заказчика.

Контрактный производитель отливок под давлением. Возможности включают в себя детали для литья под давлением алюминия с холодной камерой весом от 0.15 фунта. до 6 фунтов, быстрая установка и обработка. Дополнительные услуги включают полировку, вибрацию, удаление заусенцев, дробеструйную очистку, окраску, гальванику, нанесение покрытий, сборку и оснастку. Обрабатываемые материалы включают такие сплавы, как 360, 380, 383 и 413.

Помощь в проектировании литья цинка под давлением / сопутствующие инженерные услуги. Изготовление на заказ прецизионных отливок из цинка под давлением. Могут изготавливаться миниатюрные отливки, отливки под высоким давлением, отливки в формы с несколькими суппортами, отливки в обычные формы, единичные отливки под давлением и независимые отливки под давлением, а также отливки с герметизацией полости. Отливки могут изготавливаться длиной и шириной до 24 дюймов с допуском +/- 0.0005 дюйма.

Производитель литья под давлением из магния, сертифицированный по стандарту ISO 9001: 2015. Возможности включают литье под давлением магния под высоким давлением с горячей камерой до 200 тонн и холодной камерой на 3000 тонн, проектирование инструментов, полировку, формование, механическую обработку, порошковую и жидкостную окраску, полный контроль качества с возможностями CMM , сборка, упаковка и доставка.

Сертифицирован ITAF16949. Дополнительные услуги трансляции включают инвестиционное литье,литье в песчаные формы,Гравитационное литье, Литье по выплавляемым моделям,Центробежное литье,Вакуумное литье,Постоянное литье формыВозможности включают EDI, техническую поддержку, твердотельное моделирование и вторичную обработку.

Литейная промышленность Примеры использования запчастей для: автомобилей, велосипедов, самолетов, музыкальных инструментов, судов, оптических устройств, датчиков, моделей, электронных устройств, корпусов, часов, машинного оборудования, двигателей, мебели, ювелирных изделий, приспособлений, телекоммуникаций, освещения, медицинских устройств, фотографических устройств, Роботы, скульптуры, звуковое оборудование, спортивное оборудование, инструменты, игрушки и многое другое.
Что мы можем вам сделать дальше?
∇ Перейти на главную страницу для Литье под давлением Китай
→Литье деталей-Узнай, что мы сделали.
→ Общие советы о Услуги литья под давлением
By Производитель литья под давлением Minghe | Категории: Полезные статьи |Материалы Теги: Литье алюминия, Цинковое литье, Литье магния, Титановое литье, Литье из нержавеющей стали, Латунное литье,Бронзовое литье,Кастинг видео,История компании,Литье алюминия под давлением | Комментарии отключены







