
Что такое катастрофическая коррозия под напряжением
Стресс очень часто встречается в нашей жизни и на работе. Я считаю, что это всем известно. Коррозию можно увидеть повсюду, но когда они накладываются друг на друга, несчастные случаи становятся разрушительными и непоправимыми. Если он находится на форме, это часто приводит к ее растрескиванию и потрескиванию. Если он находится на мосту, самолете, контейнерной трубе, это приведет к обрушению моста, авиакатастрофе, протечке контейнерной трубы и другим серьезным материальным и человеческим потерям. Причина, по которой коррозия под напряжением приводит к отказу, незаметна, потому что во время отказа напряжение (обычно статическое напряжение, растягивающее напряжение) также очень низкое, а коррозия также очень незначительна. Оба они могут привести к быстрому возникновению трещин при определенных условиях. Расширение, поэтому часто приводит к авариям.
Каждый материал имеет свою специфическую среду коррозии под напряжением. Специальные среды для углеродистой стали и низколегированных сплавов включают раствор NaOH, содержащий нитрат, водный раствор сероводорода, морскую воду, морскую атмосферу и промышленную атмосферу, смесь серной кислоты и азотной кислоты, раствор хлорида железа, влажный CO-CO2, воздух; высокая прочность Специфическая среда стали включает дистиллированную воду, влажную атмосферу, раствор хлорида и сероводород. Из этой специфической среды видно, что хлорид является специфической коррозионной средой высокопрочной стали. Влажная атмосфера также довольно распространена. Этот конкретный носитель - наш. Форма легко удовлетворяется во время использования.
Коррозия под напряжением - самая опасная коррозия. По статистике доля различных видов коррозии выглядит следующим образом. Можно видеть, что доля коррозии под напряжением очень велика, а статическое растягивающее напряжение в основном возникает из следующих аспектов:
- Сопротивление, создаваемое приложенной нагрузкой на компонент в рабочем состоянии;
- Внутреннее напряжение, вызванное обработкой, производством и термообработкой;
- Внутреннее напряжение, вызванное сборкой и установкой;
- Термическое напряжение, вызванное перепадом температур;
- Эффект клина в трещине из-за объемного эффекта продуктов коррозии также может создавать напряжение, необходимое для распространения трещины.
Весь процесс коррозионного растрескивания под напряжением выглядит следующим образом:
- Время образования трещин составляет около 90% всего времени.
- После того, как трещина достигает критического размера, она мгновенно разрушается чисто механическим воздействием. Время всего процесса зависит от материала, напряжения и скорости коррозии.
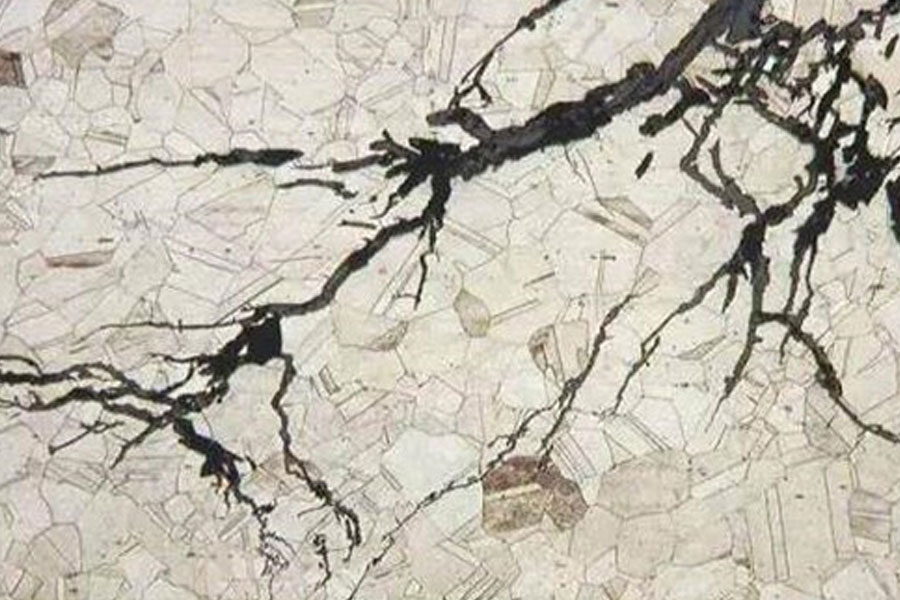
- Трещина возникает в результате поверхностной коррозии, направление распространения трещины перпендикулярно направлению растягивающего напряжения, и трещина обычно дендритная (см. Рисунок, показанный в пункте d).
- Путь трещин обычно по типу кристалла, по типу кристалла и по смешанному типу.
- Скорость роста трещины высокая, а коррозия вершины трещины ускоряет рост трещины.
- Трещина сломана в результате коррозии под напряжением, ее цвет темный, на поверхности часто присутствуют продукты коррозии.
- Обычно хрупкое разрушение, без явной пластической деформации
- Чистые металлы обычно не подвергаются коррозии под напряжением, возникают только те, которые содержат примеси или сплавы.
Подводить итоги
Всесторонние механизмы напряжения и коррозии, есть четыре основных фактора, вызывающих коррозию под напряжением: окружающая среда, электрохимия, механика и металлургия.
предосторожность
- а) Выбор материала: выберите меньше примесей, однородный материал и сделайте соответствующие корректировки материала в соответствии с окружающей средой и используемой агрессивной средой.
- б) Снятие напряжений: улучшите конструкцию конструкции, уменьшите концентрацию напряжений и избегайте накопления коррозионных сред, устраните остаточное напряжение путем термообработки, поверхностной дробеструйной обработки и т. д., а также постарайтесь избежать больших остаточных напряжений во время обработки, производства и сборки, например, охлаждения Коррозионное растрескивание под напряжением при закупорке водного пути является наиболее распространенным при использовании пресс-форм.
- c) Улучшение окружающей среды: контроль или уменьшение вредных компонентов; добавлять в агрессивную среду ингибиторы коррозии; или изменить потенциал, способствовать образованию пленки, предотвратить адсорбцию водорода или вредных веществ и т. д., которые влияют на кинетику электрохимической реакции и замедляют эрозию; Чувствительность к изменению окружающей среды
Минхэ Компания по литью под давлением Является изготовителем точного литья под давлением из цветных металлов на заказ. Продукция включает алюминий и цинковое литье под давлением. Литье под давлением из алюминия доступны в сплавах, включая 380 и 383. Технические характеристики включают допуски плюс / - 0.0025 и максимальный вес литья 10 фунтов. Цинк детали для литья под давлением доступны в стандартных сплавах, таких как Замак №. 3, Замак нет. 5 и Замак нет. 7 и гибридные сплавы, такие как ZA-8 и ZA-27. Технические характеристики включают допуски плюс / - 0.001 и максимальный вес литья 4.5 фунта.
Сохраните источник и адрес этой статьи для перепечатки.: Что такое катастрофическая коррозия под напряжением
Минхэ Компания по литью под давлением специализируются на производстве и предоставлении качественных и высокопроизводительных литых деталей (ассортимент металлических деталей для литья под давлением в основном включает Тонкостенное литье под давлением,Литье под давлением,Литье под давлением в холодной камере), Round Service (Служба литья под давлением,Обработка с ЧПУ,Изготовление пресс-форм, Обработка поверхности) .Любое индивидуальное литье под давлением из алюминия, магния или замака / цинка, а также другие требования к отливкам, пожалуйста, свяжитесь с нами.

Под контролем ISO9001 и TS 16949, все процессы выполняются на сотнях передовых машин для литья под давлением, 5-осевых станках и других объектах, от струйных до стиральных машин Ultra Sonic. Minghe не только имеет современное оборудование, но и имеет профессиональное оборудование. команда опытных инженеров, операторов и инспекторов для воплощения в жизнь проекта заказчика.

Контрактный производитель отливок под давлением. Возможности включают в себя детали для литья под давлением алюминия с холодной камерой весом от 0.15 фунта. до 6 фунтов, быстрая установка и обработка. Дополнительные услуги включают полировку, вибрацию, удаление заусенцев, дробеструйную очистку, окраску, гальванику, нанесение покрытий, сборку и оснастку. Обрабатываемые материалы включают такие сплавы, как 360, 380, 383 и 413.

Помощь в проектировании литья цинка под давлением / сопутствующие инженерные услуги. Изготовление на заказ прецизионных отливок из цинка под давлением. Могут изготавливаться миниатюрные отливки, отливки под высоким давлением, отливки в формы с несколькими суппортами, отливки в обычные формы, единичные отливки под давлением и независимые отливки под давлением, а также отливки с герметизацией полости. Отливки могут изготавливаться длиной и шириной до 24 дюймов с допуском +/- 0.0005 дюйма.

Производитель литья под давлением из магния, сертифицированный по стандарту ISO 9001: 2015. Возможности включают литье под давлением магния под высоким давлением с горячей камерой до 200 тонн и холодной камерой на 3000 тонн, проектирование инструментов, полировку, формование, механическую обработку, порошковую и жидкостную окраску, полный контроль качества с возможностями CMM , сборка, упаковка и доставка.

Сертифицирован ITAF16949. Дополнительные услуги трансляции включают инвестиционное литье,литье в песчаные формы,Гравитационное литье, Литье по выплавляемым моделям,Центробежное литье,Вакуумное литье,Постоянное литье формыВозможности включают EDI, техническую поддержку, твердотельное моделирование и вторичную обработку.

Литейная промышленность Примеры использования запчастей для: автомобилей, велосипедов, самолетов, музыкальных инструментов, судов, оптических устройств, датчиков, моделей, электронных устройств, корпусов, часов, машинного оборудования, двигателей, мебели, ювелирных изделий, приспособлений, телекоммуникаций, освещения, медицинских устройств, фотографических устройств, Роботы, скульптуры, звуковое оборудование, спортивное оборудование, инструменты, игрушки и многое другое.
Что мы можем вам сделать дальше?
∇ Перейти на главную страницу для Литье под давлением Китай
→Литье деталей-Узнай, что мы сделали.
→ Общие советы о Услуги литья под давлением
By Производитель литья под давлением Minghe | Категории: Полезные статьи |Материалы Теги: Литье алюминия, Цинковое литье, Литье магния, Титановое литье, Литье из нержавеющей стали, Латунное литье,Бронзовое литье,Кастинг видео,История компании,Литье алюминия под давлением | Комментарии отключены







